
Revestimiento
Revestimiento
La prevención de la corrosión de las tuberías se refiere a las medidas para ralentizar o prevenir la corrosión y el deterioro de las tuberías bajo la acción química o electroquímica de los medios internos y externos o por las actividades metabólicas de los microorganismos.
¿Por qué las tuberías de acero sin costura deben ser anticorrosivas?
La tubería de acero sin costura es una tubería de acero de gama relativamente alta. Después de todo, la materia prima es hierro, que también se oxidará, lo que afectará la vida útil de la tubería. Por lo tanto, la anticorrosión de la tubería de acero sin costura también es un proceso que debe realizarse antes de la construcción de la tubería. Para tubería de acero sin costura Se utiliza principalmente para anticorrosión 3pe o anticorrosión de alquitrán de hulla epoxi
Proceso anticorrosión de tubería de acero sin costura La anticorrosión de la tubería de acero es de acuerdo con los requisitos de los dibujos, y la pintura de alquitrán de hulla epoxi se usa para envolver la tela de vidrio, y la pintura superior está recubierta para anticorrosión.
Proceso de construcción de la pared exterior: eliminación de óxido de la tubería → capa de imprimación → capa superior de primer paso → capa superior de segundo paso → tela de vidrio envolvente → capa superior → capa superior; Proceso de construcción de la pared interna: eliminación de óxido de la tubería → revestimiento de imprimación → capa superior de primer paso → capa superior de segundo paso → capa superior de tercer paso
Tecnología anticorrosiva de tubos de acero en espiral
En el proceso anticorrosivo de la tubería de acero en espiral, hay dos telas y tres capas de aceite anticorrosivo, a saber, tres capas de pintura anticorrosiva epoxi de alquitrán de hulla y dos capas de tela de vidrio. La gente también está acostumbrada a llamar a tres aceites y dos telas anticorrosión tubo de acero espiral. Aquí está el proceso anticorrosivo.
Una aplicación de imprimación primera aplicación de calcomanías segunda aplicación segunda aplicación tercera aplicación cuarta aplicación inspección y suplemento.
Construcción anticorrosiva
Tubo de acero resistente a la corrosión
1. El tiempo de recubrimiento se puede llevar a cabo después de que la pintura se seque o inmediatamente después de que la pintura se haya terminado. El tratamiento debe basarse en un recubrimiento específico.
2. Ajuste el intervalo de cepillado de acuerdo con el tiempo de secado del condimento. El tiempo de secado de cada recubrimiento es diferente.
3. La Dirección de cada cepillado debe ser perpendicular a la dirección del último cepillado, es decir, el cepillado cruzado.
Material anticorrosivo para tuberías de acero
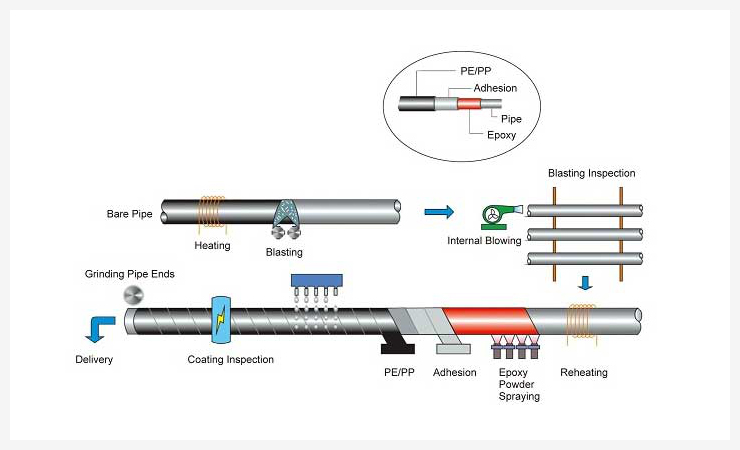
Material anticorrosivo para tuberías de acero Los materiales de tubería anticorrosivos incluyen principalmente anticorrosión 2 / 3p (polietileno), anticorrosión 2 / 3pe (polipropileno), anticorrosión de polvo epoxi de una sola capa, anticorrosión de alquitrán de hulla epoxi, etc. Forma anticorrosiva de la pared exterior del tubo de acero La anticorrosión 3pe suele consistir en tres capas: Una capa de polvo epoxi (FBE > 100 um) Adhesivo de dos capas (AD) 170 ~ 250 um Polietileno de tres capas (PE) 1,8 ~ 3,7 mm Tubo de acero anticorrosivo 3pe El material de base del tubo de acero anticorrosivo 3pe incluye el tubo de acero sin soldadura, el tubo de acero en espiral y el tubo de acero de costura recta. El recubrimiento anticorrosivo de tres capas de polietileno (3pe) se ha utilizado ampliamente en la industria de oleoductos debido a su buena resistencia a la corrosión, permeabilidad al vapor y propiedades mecánicas. El recubrimiento anticorrosivo del tubo de acero anticorrosivo 3pe es muy importante para la vida útil de la tubería enterrada. Algunas tuberías del mismo material no se corroen después de décadas enterradas bajo tierra, y otras se filtran después de años. Esto se debe a que utilizan diferentes recubrimientos anticorrosivos externos. | 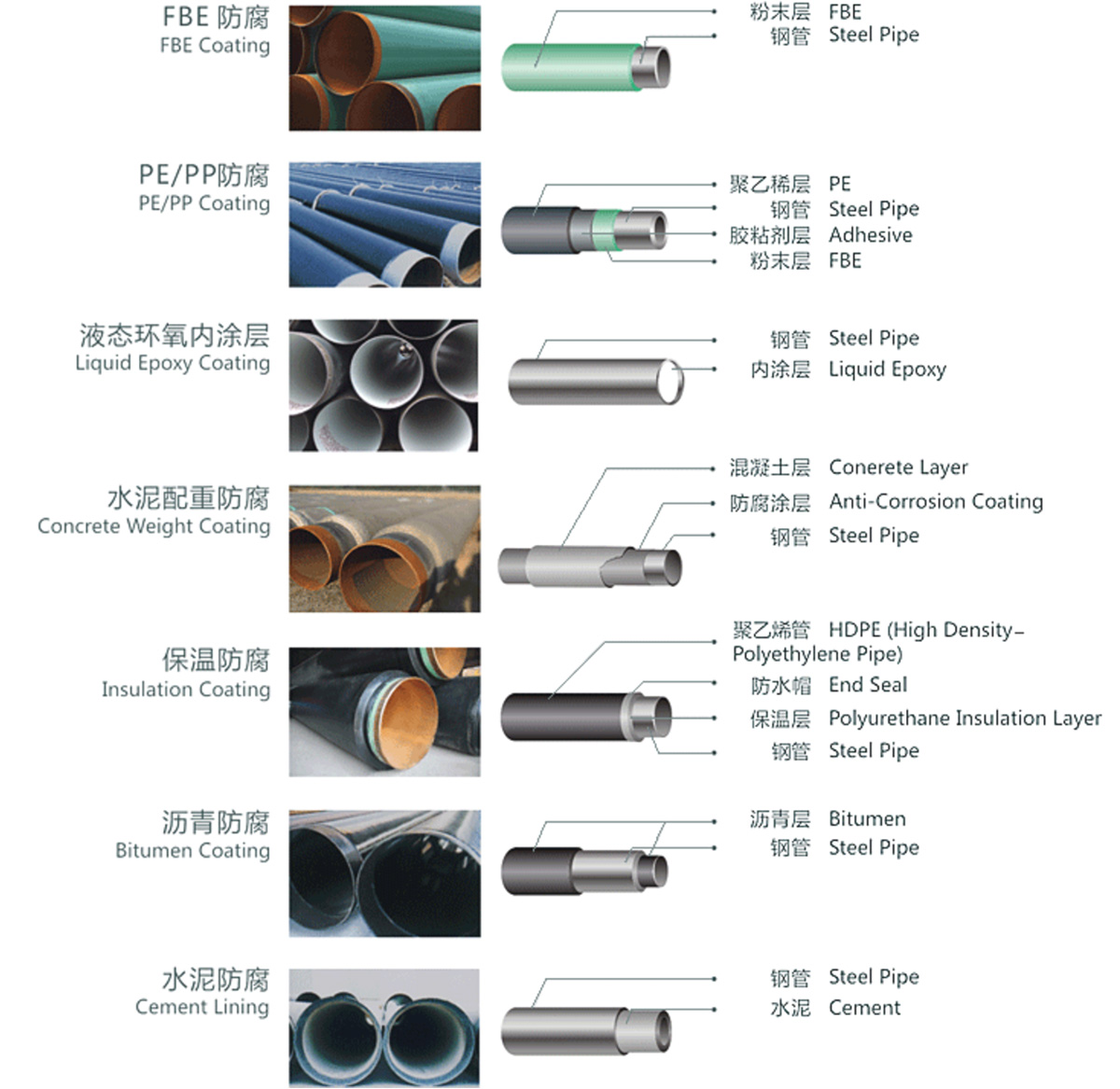
|
En la práctica, estos tres materiales se mezclan, integran y procesan para formar una buena capa anticorrosiva que se combina firmemente con el tubo de acero. El método de mecanizado se divide generalmente en dos tipos: tipo de devanado y tipo de cobertura de molde redondo.
El recubrimiento anticorrosivo de tubos de acero 3pe es un nuevo tipo de recubrimiento anticorrosivo que combina el recubrimiento anticorrosivo Europeo 2pe con el recubrimiento anticorrosivo de tubos de acero epoxi en polvo (FBE) ampliamente utilizado en América del Norte. Ha sido reconocido y utilizado en todo el mundo durante más de un decenio.
El recubrimiento anticorrosivo del tubo de acero 3pe es el recubrimiento anticorrosivo epoxi en polvo entre la capa inferior y la superficie del tubo de acero, y la capa intermedia es el adhesivo copolímero con grupos funcionales de estructura ramificada. La capa superficial es un recubrimiento anticorrosivo de polietileno de alta densidad.
El recubrimiento anticorrosivo 3pe combina la Alta impermeabilidad y las propiedades mecánicas de la resina epoxi y el material de polietileno. Hasta ahora, se ha reconocido en todo el mundo que es un recubrimiento anticorrosivo para tuberías con un buen efecto de uso y un alto rendimiento, y se ha aplicado en muchos proyectos.

Ventajas del tubo de acero anticorrosivo 3pe:
1. PE Anticorrosion Pipeline has High Sealing Performance, Long - term operation can greatly Save Energy, reduce cost, protect the Environment.
2. Fuerte resistencia a la corrosión, construcción simple y rápida, vida útil de hasta 30 - 50 años.
3. Buena resistencia a la corrosión y al impacto a baja temperatura, baja absorción de agua de pe (menos del 0,01%).
4. Al mismo tiempo, tiene alta resistencia epoxi, baja absorción de agua de PE y buena suavidad del adhesivo de fusión en caliente. Tiene una alta fiabilidad anticorrosiva. La desventaja es que el costo es mayor que el costo de otros materiales de empalme.
Tecnología anticorrosiva de impregnación de polvo epoxi
El polvo epoxi Se pulveriza generalmente electrostáticamente. Debido a los problemas de adhesión en el proceso de impregnación de polvo epoxi, la impregnación de polvo epoxi nunca se ha popularizado. En los últimos años, con el desarrollo exitoso de la solución fosfática especial para la impregnación de polvo epoxi, el proceso de impregnación de polvo epoxi superó el problema de adhesión por primera vez, y el nuevo proceso de impregnación de polvo epoxi comenzó a popularizarse.


Construcción anticorrosiva
Principios de construcción
La calidad de la construcción del recubrimiento tiene una gran influencia en el rendimiento del recubrimiento. En el proceso real de recubrimiento, hay muchos ejemplos de métodos de construcción inadecuados que no pueden lograr el efecto anticorrosivo esperado. En particular, muchos recubrimientos anticorrosivos de alto rendimiento son muy sensibles a los métodos de construcción, sólo de acuerdo con sus propias condiciones de construcción, se puede formar un recubrimiento normal para lograr el efecto de protección anticorrosión esperado.
1. El sustrato debe someterse a un tratamiento de superficie estricto
El sustrato de acero debe someterse a un tratamiento de eliminación de óxido y desengrasamiento, y el tratamiento de fosfatación puede determinarse de acuerdo con las condiciones específicas.
2. Asegurar el espesor necesario del recubrimiento
Para desempeñar un papel protector, el espesor del recubrimiento anticorrosivo debe exceder su espesor crítico, generalmente de 150 μm a 200 μm.
3. Controlar la temperatura, humedad y otros factores ambientales en el lugar de la pintura
La temperatura del recubrimiento interior debe controlarse entre 20 ℃ y 25 ℃. La humedad relativa varía de una variedad a otra, generalmente alrededor del 65%. Durante la construcción al aire libre, no habrá viento, arena ni llovizna, la temperatura no será inferior a 5℃, y la humedad relativa no será superior al 85%. Debe evitarse la formación de heladas, Rocío, lluvia, arena y polvo en recubrimientos no completamente curados.
4. Control del intervalo de recubrimiento
Si el tiempo de colocación de la Imprimación es demasiado largo antes de la aplicación de la capa superior, es difícil adherirse y afecta a la protección general. Además, debe reforzarse la capacitación del personal de construcción y la gestión de la calidad de la construcción. El personal de construcción debe conocer la naturaleza, el uso, los puntos clave de construcción y los requisitos técnicos del recubrimiento.
El personal directivo debe reforzar el control de calidad para garantizar que cada proceso cumpla los requisitos técnicos y, en última instancia, obtenga un buen recubrimiento anticorrosivo. Reforzar la protección de la seguridad en el trabajo, prestar atención a la volatilización del disolvente, mejorar la ventilación y evitar la intoxicación.

Cortar
Cortar
Antes de cortar la tubería
Sea cual sea el material, mida el diámetro de la tubería o tubo a cortar para asegurarse de que funciona con la máquina de corte de tamaño correcto. Al decidir cómo hacer un corte recto, utilice una cinta métrica y un lápiz u otra herramienta de escritura para marcar la superficie a cortar. Si es posible, marque alrededor de la tubería, especialmente cuando se corta con una sierra manual. Asegúrese de que el Corte es lo más recto posible mediante el uso de pinzas, abrazaderas, cajas de empalme e e incluso cinta adhesiva para asegurar la tubería para evitar el desplazamiento de longitud durante el Corte.
Después de cortar la tubería
A menos que el Corte esté muy limpio, las rebabas alrededor de los bordes deben ser removidas, especialmente después del aserrado.
Después de cortar el tubo, limpie los bordes con una herramienta de desbarbado.
Usted puede optar por utilizar un archivo de metal en el corte del tubo de metal.
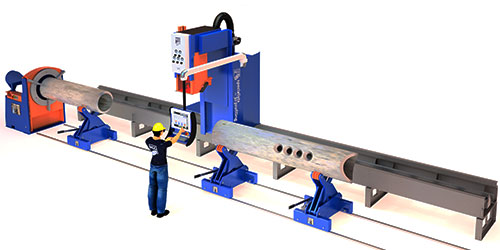
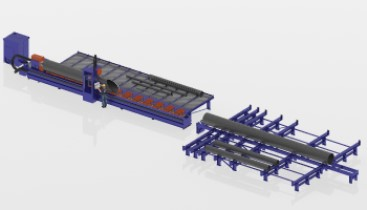
Cortadora de tuberías NC - procutter 600 - 900
Nuestras máquinas de corte CNC procutter 600 y 900 combinan todas las tecnologías avanzadas y conocimientos especializados de hgg. La excelencia operativa se puede utilizar para reducir costos. Tienen combustible de oxígeno, plasma, marcado e interfaz CAD - Cam.
Máquina de corte de tuberías NC de alto valor Ahorro en accesorios y gastos de soldadura Soldadura de penetración completa Mínimo: 48 mm (2 pulgadas) Máximo: 910 mm (36 pulgadas) | 
|
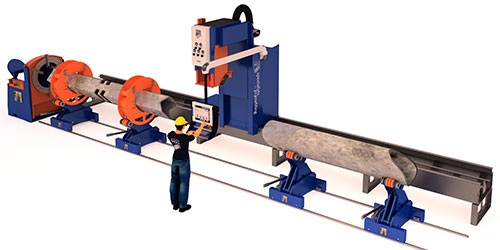
Cortadora de tuberías; Tipo Chuck - SPC 500 - 1200 PT
SPC 500 - 1200 máquina de corte de tuberías fijas puede procesar todo tipo de materiales, tamaños y espesor de pared, adecuado para una variedad de aplicaciones. Está equipado con combustible de oxígeno, plasma, marcado e interfaz CAD - Cam.
| Ahorro en montaje y soldadura Seguridad del operador primero CAD a máquina Mínimo: 48 mm (2 pulgadas) Máximo: 1220 mm (48 ") |
Línea de corte de tuberías; Tipo de rodillo SPC 660 - 1200 RB con Chuck flotante
La línea de corte de tuberías de hgg SPC 660 - 1200 RB combina el principio de la Mesa de rodillos para realizar el flujo de materiales ininterrumpidos, y la rotación de materiales se controla mediante un Chuck flotante que registra el desplazamiento lineal.
Continuous material flow Minimum:48 mm (2") | 
|
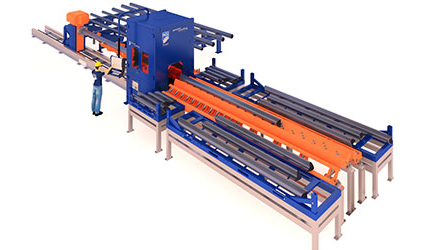
Pipe and Box section Cutting Machine--MPC 450 I 500–1200
Pipe and square tube cutting machine for automated 3D pipe and box cutting. The MPC is highly accurate and versatile and combines three machines into one.
| Quick switch b/n pipe and box cutting |
CNC Pipe Cutting machine for vessels and offshore--SPC 1500–3000 PT
The SPC 1500–3000 CNC Pipe Cutting Machine is a very robust machine built to handle large pipe diameters and heavy weights. Everything in the machine is designed and implemented with the purpose to guarantee extreme tolerances during cutting.
Un agujero realmente redondo Eliminar diseño Precisión de la pared gruesa Mínimo: 75 mm (60 pulgadas) Máximo: 3000 mm (118 ") | 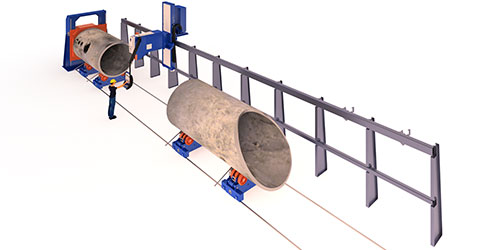
|
Cortadora de cabeza de tubería y contenedor - SPC 1500 - 3000 VC
SPC 1500 - 3000 VC Pipeline and Container Head Cutting Machine is a Pressure Container manufacturer efforts to solve layout Problems and spend a lot of time Solution. VHC le ahorra tiempo de Corte, montaje y soldadura.

| Ahorro en montaje y soldadura Eliminar diseño Cabeza y contenedor Mínimo: 75 mm (3 ") Máximo: 3000 mm (118 ") |
Línea de corte de tuberías NC; Tipo de rodillo rbpc 660 - 2000
Rbpc 660 - 2000 es una línea de corte de tuberías CNC de alta eficiencia impulsada por rodillos. Está equipado con un conjunto de ruedas y un sensor de distancia de antorcha a material para manejar el comportamiento de la tubería durante la rotación.
Logística ininterrumpida Ajuste perfecto Forma de corte perfecta Mínimo: 48 mm (2 pulgadas) Máximo: 2035 mm (80 ") | 
|
Línea de corte de tuberías - TCL 400
La línea de corte de tubos de plasma TCL 400 es la próxima generación de máquinas de corte 3D de tubos. TCL eficiente es una solución automatizada pero costosa para máquinas de corte láser de tuberías.
| Unparalleled productivity |
Profile Cutting Machine--Ship Profiler
Our Ship Profiler offers automated profile cutting for an affordable price, combining high productivity with a small footprint.
Automatización y alta productividad a precios razonables Garantizar la seguridad del operador optimizando el humo de escape Medición láser 3D, Corte preciso Mínimo: 60 x 5 mm (2 x 0,2 pulgadas) Máximo: 450x30mm (17,7x1,2 ") | 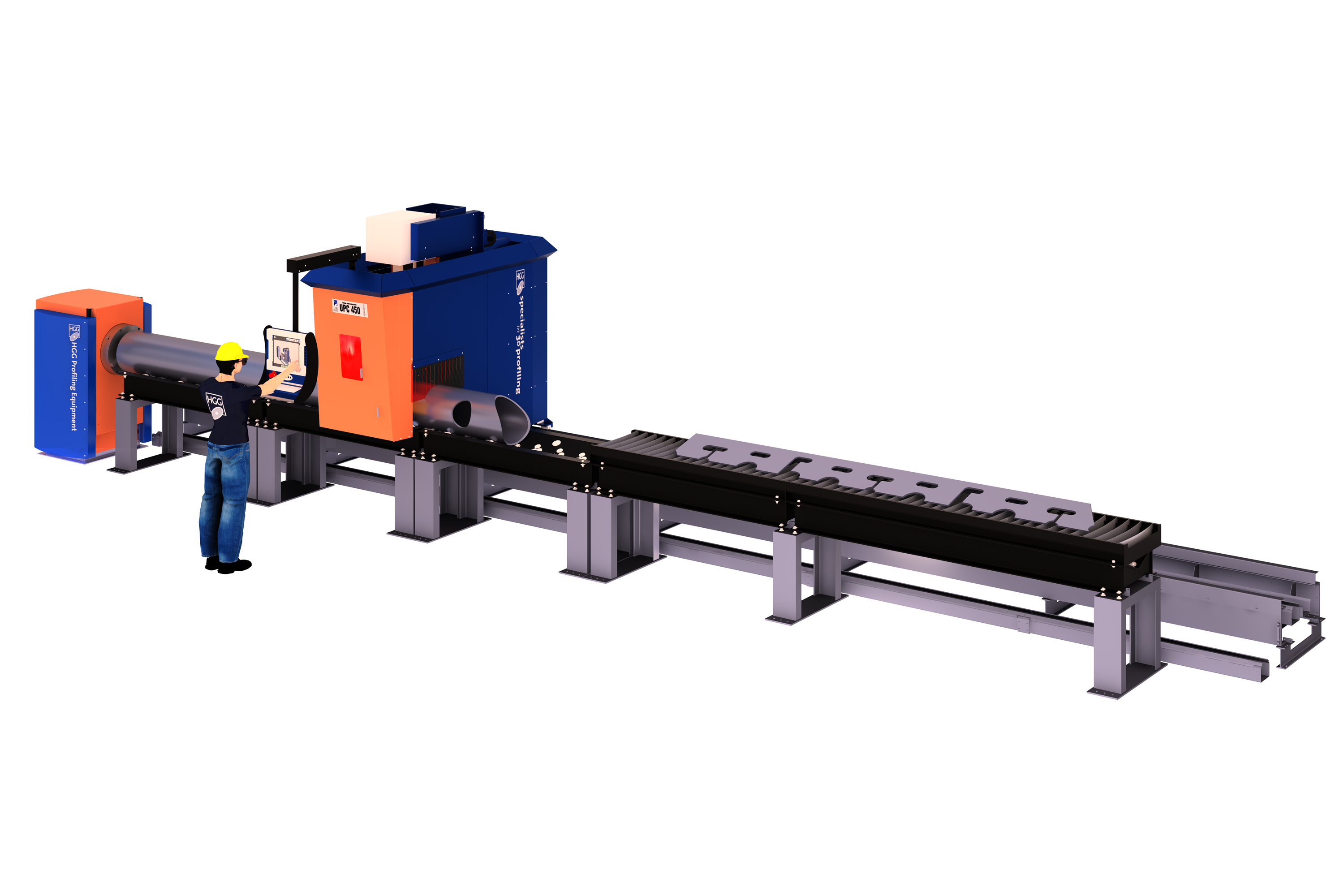
|
Perfilador de tuberías con rodillo - procutter 900 Rb
Procutter 900 RB es un perfilador de tuberías optimizado desde el punto de vista logístico. Esta máquina de conformación de tuberías asequible es una verdadera máquina que combina todas las tecnologías avanzadas y conocimientos especializados de hgg. La excelencia operativa se puede utilizar para reducir costos.
| Alta productividad Manejo de materiales simple Verdadera amargura Mínimo: 48 mm (2 ") Máximo: 914 mm (36 ") |
Flexión
Flexión
Sobre la base de muchos a ños de experiencia en la producción industrial y la mejora de los equipos, PMC Steel propone una nueva solución de mecanizado - flexión
What material is suitable for bending?
1. Placa de acero al carbono, es decir, placa de acero laminado en frío SPPC. La placa de acero laminado en frío spcc es el material más utilizado en el procesamiento de chapas metálicas y el material más fácil de realizar en el procesamiento de flexión de chapas metálicas. Debido a su buena ductilidad, es especialmente adecuado para la flexión de placas. Además, debido a que las placas spcc necesitan un tratamiento de superficie posterior, los defectos producidos durante la flexión pueden ser cubiertos. Es el material más flexible.
2. Placa de acero inoxidable, comúnmente utilizada sus201, sus304, sus316, 1cr17, etc., debido a que el acero inoxidable tiene una fuerte capacidad antimonopolio, se puede utilizar en ambiente húmedo o al aire libre, sin tratamiento de superficie. Hay nuevos requisitos para la flexión de chapas metálicas. En general, para lograr el mecanizado perfecto de las piezas de chapa metálica, la superficie debe estar libre de arañazos y pliegues. En el proceso normal de flexión de chapas metálicas, hay fricción deslizante entre el material de chapas metálicas y la matriz inferior de flexión, que formará pliegues. Los materiales de acero inoxidable no están permitidos.
3. Aluminio y cobre. Estos dos materiales son algo similares al acero inoxidable. En general, no se permiten arañazos ni abolladuras en la superficie. Hay otro punto especial. Las grietas se producen fácilmente cuando se doblan. La placa de cobre rojo generalmente no tiene grietas, la placa de cobre amarillo es pobre, muchos tipos de placa de aluminio se agrieta fácilmente cuando se dobla. Esto requiere que el maestro de flexión de chapas metálicas utilice diferentes métodos de flexión de acuerdo a diferentes situaciones.
4. Placa de acero laminado en caliente. Debido a las propiedades de los materiales mencionados, es necesario utilizar diferentes procesos de flexión. La placa de acero laminado en caliente es el material más temido y difícil en el proceso de flexión. Las Chapas laminadas en caliente también se denominan sphc, ya que durante el laminado se forma una capa dura de óxido férrico en la superficie.
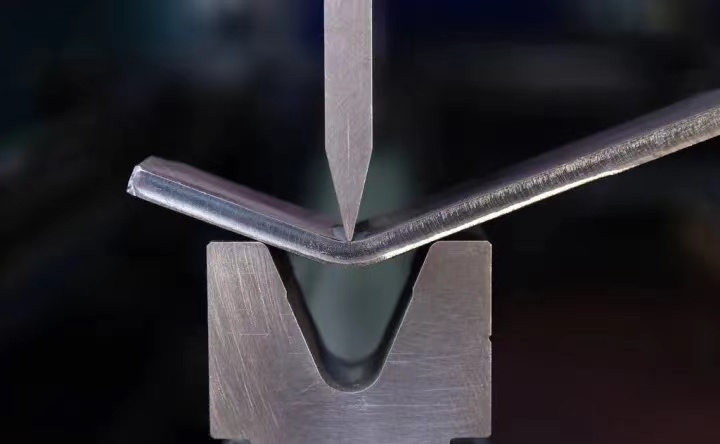
| ¿Cómo encontrar el método correcto de flexión? Hay muchas razones para afectar el efecto de flexión. Como la placa, el espesor de la pared, el material, los requisitos de ángulo y los requisitos de procesamiento secundario. Otras razones incluyen el rendimiento, la eficiencia de la flexión, los costos indirectos y los requisitos especiales para las placas o láminas. ¿Qué métodos de flexión debemos elegir para entender estos detalles? Aquí están los métodos de Corte para su elección. Flexión libre El método de flexión libre es el método más común. La flexión libre se refiere al uso de dos bordes en la apertura del molde y el borde superior del punzón para la flexión, el ángulo de flexión se determina por la profundidad del punzón en el molde. La fuerza de flexión necesaria para la flexión libre es pequeña, la fuerza en el molde es relativamente moderada, y la vida útil del molde se puede prolongar. |
¿Cómo encontrar el método correcto de flexión? Hay muchas razones para afectar el efecto de flexión. Como la placa, el espesor de la pared, el material, los requisitos de ángulo y los requisitos de procesamiento secundario. Otras razones incluyen el rendimiento, la eficiencia de la flexión, los costos indirectos y los requisitos especiales para las placas o láminas. ¿Qué métodos de flexión debemos elegir para entender estos detalles? Aquí están los métodos de Corte para su elección. Flexión libre El método de flexión libre es el método más común. La flexión libre se refiere al uso de dos bordes en la apertura del molde y el borde superior del punzón para la flexión, el ángulo de flexión se determina por la profundidad del punzón en el molde. La fuerza de flexión necesaria para la flexión libre es pequeña, la fuerza en el molde es relativamente moderada, y la vida útil del molde se puede prolongar. | 
|

| Flexión de tres puntos Para utilizar la prensa CNC para procesar la pieza, sólo necesita compilar un program a, fijarlo y colocarlo una vez para completar todo el proceso. El tiempo de programación es de hasta dos o tres horas, el tiempo de procesamiento es sólo unos minutos, la precisión de procesamiento es alta. La presión de la almohadilla hidráulica se distribuye uniformemente a lo largo de toda la longitud de flexión, por lo que la fuerza de flexión del punzón se distribuye uniformemente a lo largo de toda la longitud de flexión. Cada punzón tiene soporte elástico, por lo que puede adaptarse automáticamente a la rectitud de flexión de la matriz y asegurar una distribución de presión constante, mejorando así la precisión del ángulo de flexión y la rectitud del borde del ángulo de flexión. El error del ángulo de flexión del método de flexión de tres puntos es de ± 15 grados, lo que corresponde a la precisión de corrección de la flexión. El espesor de flexión puede alcanzar los 20 mm. Cuando el espesor de la placa es superior a 3 mm, el método de flexión de tres puntos es el mejor método para obtener la flexión. Esto se debe a que, además, para obtener la misma precisión de flexión, sólo se utiliza la flexión corregida, pero la fuerza de flexión superará el límite de presión que el molde puede soportar. |
Acabado
Acabado
Cableado de tuberías
Tipos comunes de hilos de tubería:
1. NPT o NPS (tubo nacional cónico o recto): más común en América del Norte
2. MIP o FIP (tubo de hierro roscado externo o interno): el tamaño del hilo es el mismo que el NPT
3. BSP (t) o BSP (S) (tubo cónico o recto estándar británico): más común en Europa
4. Compresión: un accesorio de hilo único que no coincide con otros tipos de hilo
5. Uns (National Unified Special): Some compatibility with Compression Fittings



Tabla de hilo NPT
Tamaño nominal NPT | OD real | Giro de la mano | Wrench Turns |
1/8 | 0.405" | 4.5 | 2.5 |
1/4 | 0.54" | 4 | 3 |
3/8 | 0.675" | 4.5 | 3 |
1/2 | 0.84" | 4.5 | 3 |
3/4 | 1.05" | 4.5 | 3 |
1 | 1.32" | 4.5 | 3.25 |
1 1/4 | 1.66" | 4.5 | 3.25 |
BSP Thread Chart
BSP tamaño nominal | Gran diámetro (OD) | Pequeño diámetro (ID) |
1/8 | 0.38" | 0.34 |
1/4 | 0.52" | 0.45 |
3/8 | 0.65" | 0.59 |
1/2 | 0.83" | 0.73 |
3/4 | 1.04" | 0.95 |
1 | 1.30" | 1.19 |
1 1/4 | 1.65" | 1.53 |
Ranura de tubería
¿Qué es el extremo biselado de la tubería y por qué se utiliza?
De hecho, se procesa antes de soldar dos tuberías, un ángulo formado en el borde final de la tubería con la ayuda de una máquina de ranura. Las ranuras de una tubería o tubo se utilizan generalmente para preparar los extremos de soldadura. También se puede utilizar para eliminar las rebabas en los extremos de corte por razones de Seguridad y belleza.
Restar el espesor de la pared de la tubería del diámetro exterior de la tubería. Por ejemplo, si usted tiene una tubería de 6 pulgadas de diámetro y 2 pulgadas de espesor, usted puede obtener 4 de 6 menos 2.
¿Por qué cortar la tubería?
Las ranuras de una tubería o tubo se utilizan generalmente para preparar los extremos de soldadura. También se puede utilizar para eliminar las rebabas en los extremos de corte por razones de Seguridad y belleza.
Tipos comunes de extremos biselados
El extremo biselado se puede hacer en varios ángulos para lograr una mejor soldadura. El extremo biselado común de la Junta de tope es la Junta de tope de tipo I, el extremo biselado de una sola V, el extremo biselado de doble V y el extremo biselado de una sola u.
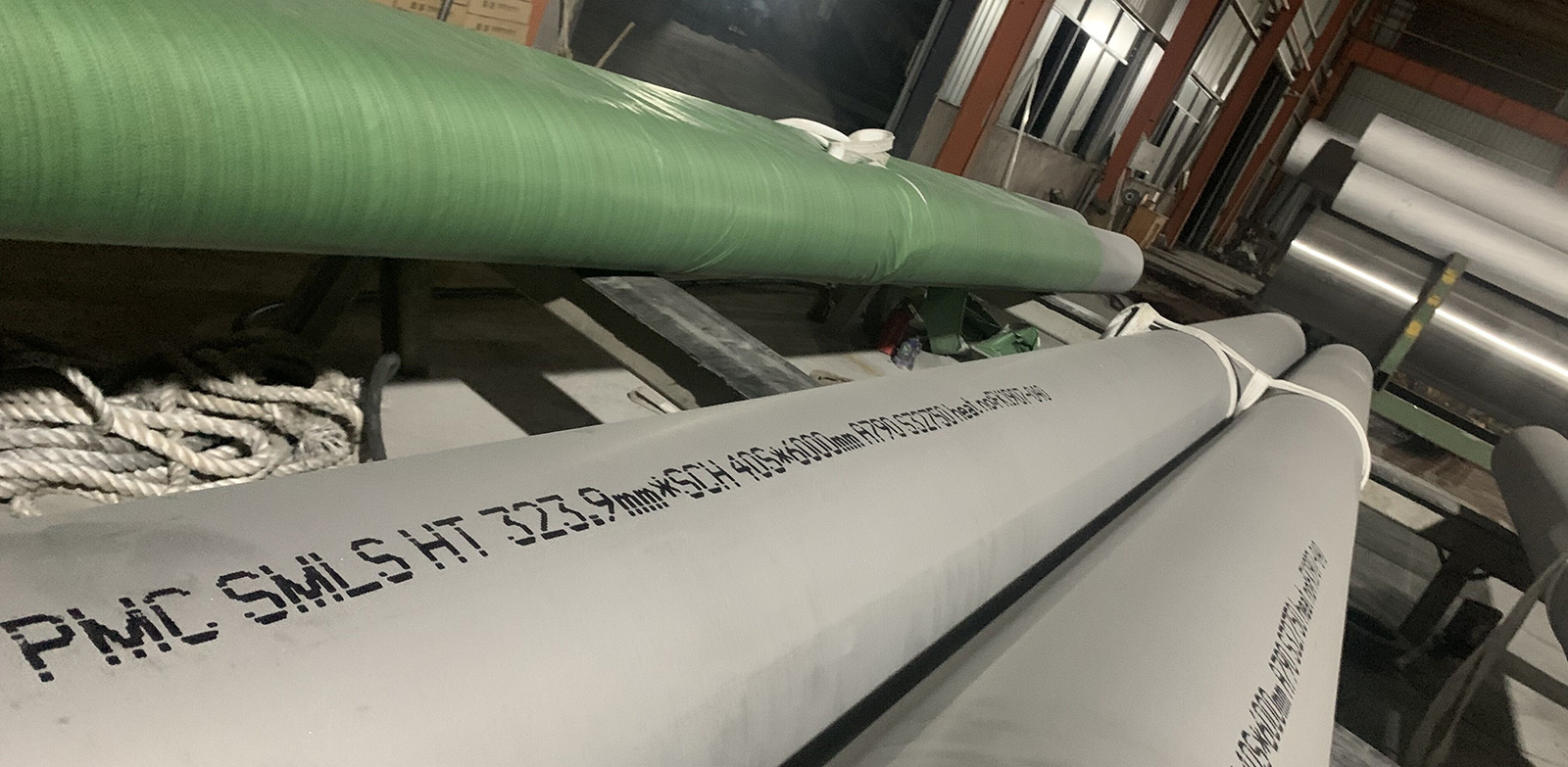
Marcado
Los productos acabados, como tuberías, accesorios, barras, etc., se marcan con una máquina de marcado por electrograbado / Inyección Electrónica de tinta.
Cada producto está marcado con el logotipo del fabricante, nombre, tamaño, especificación, grado, número de horno o a petición del cliente.
Por ejemplo:
Requisitos de marcado de los tubos de acero sin soldadura
1. Nombre o marca del fabricante
2. Número de especificación (no se requiere fecha de año),
3. Dimensiones (NPS y clase de peso, número de tabla o espesor de pared especificado; o diámetro exterior especificado y Espesor de la pared especificado,
4. Clase (A o b),
5. Tipo de tubería (F, e o s),
6. Presión de ensayo, sólo tubos sin soldadura,
7. Pruebas eléctricas no destructivas, sólo tubos sin soldadura.
 *
*
Enviar
|
Síguenos y escanéalo
|
 Correo electrónico: admin@pmcsteels.com
Correo electrónico: admin@pmcsteels.com Teléfono/WhatsApp/Wechat
Teléfono/WhatsApp/Wechat Agregar
AgregarCOPYRIGHT (©) 2012-2022 PMC STEEL MANUFACTORY(ANHUI) CO., LTD, All rights reserved.