

LSAW Steel Pipe

LSAW Steel Pipe
Introduction
Longitudinally Submerged Arc Welding Pipe is subdivided into UOE, RBE, JCOE steel pipe according to its different forming methods. Longitudinal high-frequency welded steel pipe has the characteristics of relatively simple process and fast continuous production, and has wide use in civil construction,petrochemical, light industry and other sectors. Mostly used to transport low pressure fluids or made into various engineering components and light industrial products.
When compared UOE vs JCOE pipes, LSAW steel pipe manufacturers in China can produce more sizes as:
Outside Diameter:219mm-1625mm;
Wall Thickness: 6.35 mm – 60 mm;
Length: 2 m – 18 m
From this, we can see that the LSAW pipe having superiority. PMC Steel offers LSAW pipe with high quality, competitive prices, and best service.
Standard
ASTM A53 | Standard Specification for Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, Welded and Seamless |
API 5L | Specification for Line Pipe(Two levels PSL 1 and PSL 2 of seamless and welded steel pipes for use in pipeline transportation systems in the petroleum and natural gas industries.) |
A252 | Standard Specification for Welded and Seamless Steel Pipe Piles |
A500 | Specification for Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and Shapes |
A139 | Standard Specification for Electric-Fusion (Arc)-Welded Steel Pipe (NPS 4 and Over) |
A672 | Specification for Electric-Fusion-Welded Steel Pipe for High-Pressure Service at Moderate Temperatures |
A691 | Specification for Carbon and Alloy Steel Pipe, Electric-Fusion-Welded for High-Pressure Service at High Temperatures |
Types | Standard | |||||
SY/T5040-2000 | SY/T5037-2000 | SY/T9711.1-1977 | ASTM A252 | AWWA C200-97 | API 5L PSL1 | |
Tube end OD deviation | ±0.5%D | ±0.5%D | -0.79mm~+2.38mm | <±0.1%T | <±0.1%T | ±1.6mm |
Wall thickness | ±10.0%T | D<508mm, ±12.5%T | -8%T~+19.5%T | <-12.5%T | -8%T~+19.5%T | 5.0mm<t<15.0mm, ±0.11<="" p="" style="padding: 0px; margin: 0px; user-select: text !important;"> |
D>508mm, ±10.0%T | T≥15.0mm, ±1.5mm | |||||
Manufacturing Process
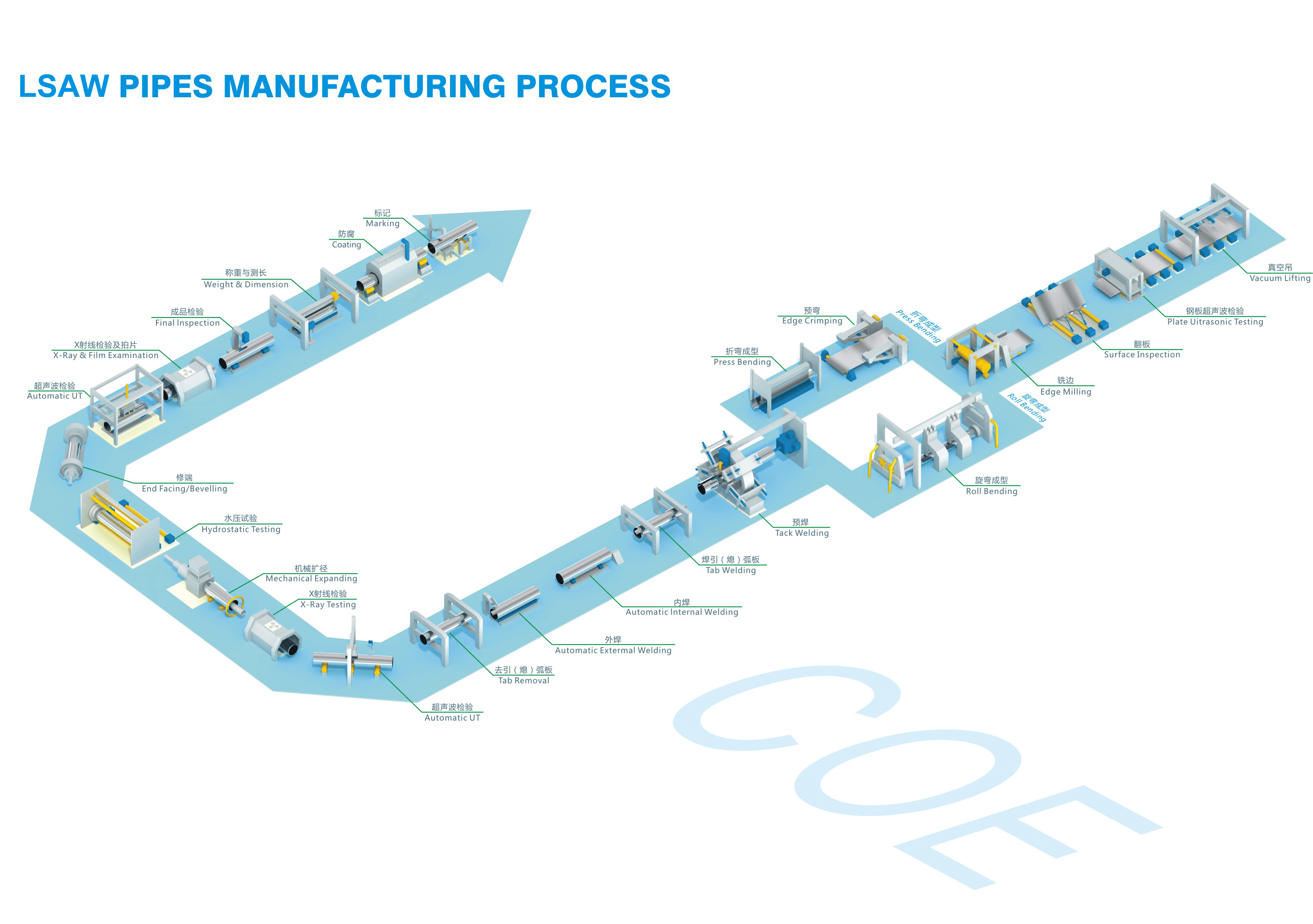 | Plate edge milling machine |
Inspection
Chemical Component Analysis |
|


 *
*
Submit
| Follow us and scan it
|
 Email: admin@pmcsteels.com
Email: admin@pmcsteels.com Tel/WhatsAPP/Wechat
Tel/WhatsAPP/Wechat Add
Add